Article Content
PRIMARY CAUSES OF EFFICIENCY LOSS IN BIOMASS BOILERS
Challenge: Improving equipment efficiency contributes to environmental protection and emissions reduction!
As a renewable energy source with net-zero carbon dioxide emissions, biomass energy is regarded by countries worldwide as a critical measure to achieve sustainable energy transition. In this context, boilers—essential equipment for thermal energy conversion—play an increasingly significant role in production processes, supporting economic development.
Especially with various government initiatives aimed at limiting fossil fuel use, biomass-fired boilers hold significant growth potential in the market.
However, in actual operation, the thermal efficiency of many biomass boilers is generally low or tends to decrease over time compared to the initial performance. A thorough analysis of the causes is required, along with practical improvement proposals to enhance overall thermal efficiency.
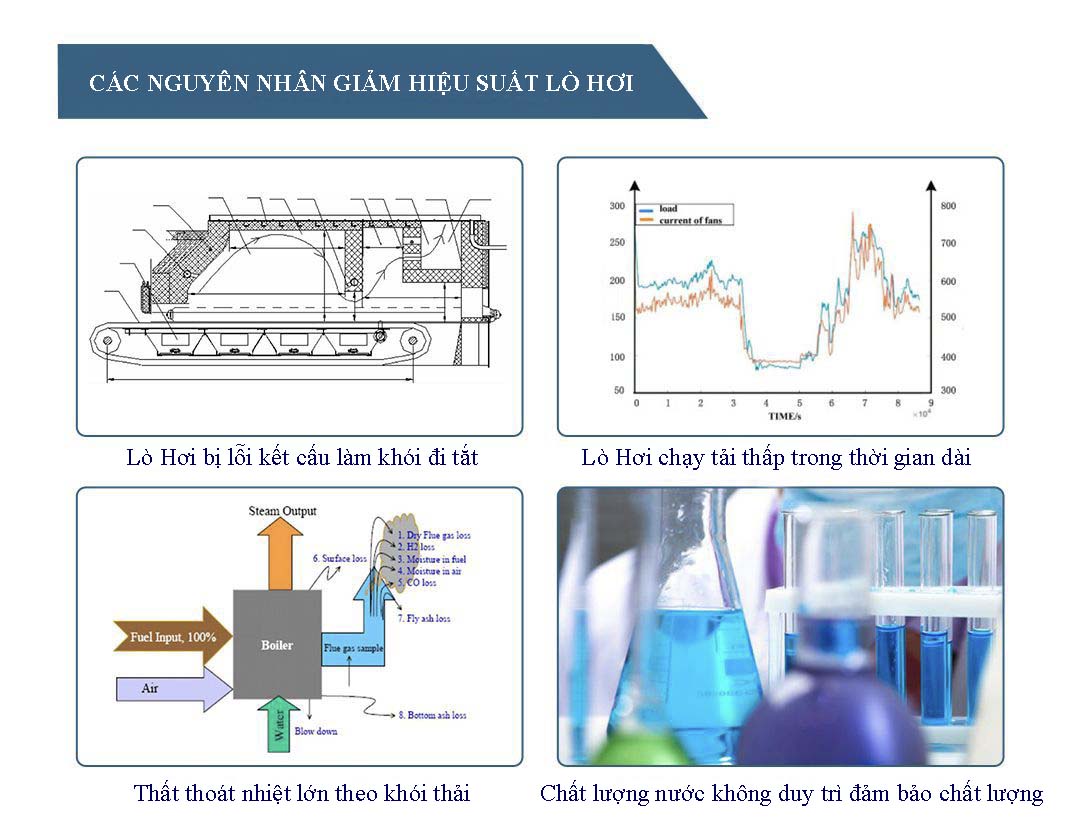
Figure 1: Some causes of reduced boiler efficiency.
I. Causes
1. Improper boiler structure or damage over time.
In the flue gas path of the boiler, low sealing between the heat exchange chambers along the flue gas path (due to design flaws or deterioration over time) can lead to bypassing of the hot flue gas. This results in the hot gases not exchanging heat with all of the heat exchange tubes in the boiler, thereby increasing heat loss and reducing the thermal efficiency of the boiler.
2. Boiler operating at low load for extended periods.
Operating a boiler at low load for extended periods will reduce thermal efficiency due to the following reasons:
- Radiation and convection heat loss: These losses occur when heat is transferred from the boiler surface to the surrounding environment. When operating at a low load for extended periods, the heat exchange area of the boiler, designed to ensure power and efficiency during economic load operation, results in a large surface area. This causes significant heat loss to the surrounding environment, leading to greater thermal loss for the boiler itself.
- Significant heat loss through flue gas: When operating at low load for extended periods, excess oxygen in the flue gas tends to increase compared to operation at economic load. This results in higher heat loss through the flue gas when the boiler operates at low load for prolonged periods.
- Heat loss in the combustion chamber: When operating the boiler at low load for extended periods, the unstable combustion chamber temperature increases efficiency loss due to incomplete combustion of the fuel on a mechanical level. Additionally, under these conditions, there may be chemical combustion losses (formation of CO in the flue gas, resulting in loss of useful energy) and an impact on the quality of the exhaust gas.
The main cause is selecting a boiler with an excessively large capacity, leading to operation outside the economic load range (which should be between 60% – 85% of the design capacity).
3. Energy loss through flue gas.
When operating at low load for extended periods, the amount of excess oxygen in the flue gas tends to increase compared to operation at economic load. Excess air is unnecessary for the combustion process. It enters the boiler along with the fuel and carries heat away. When the amount of excess air increases beyond the economic standard (typically 6% – 8% for biomass boilers), this corresponds to more energy being carried out of the boiler.
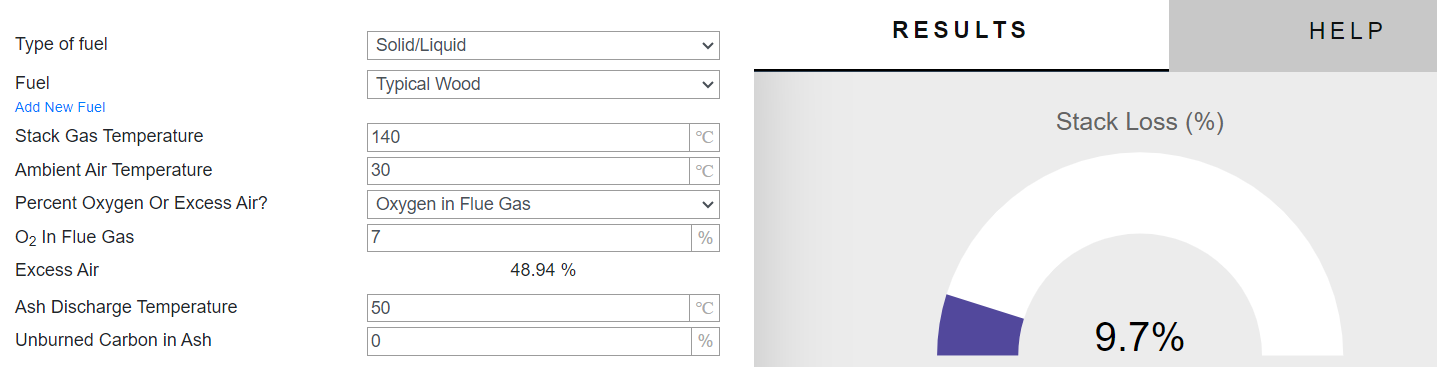
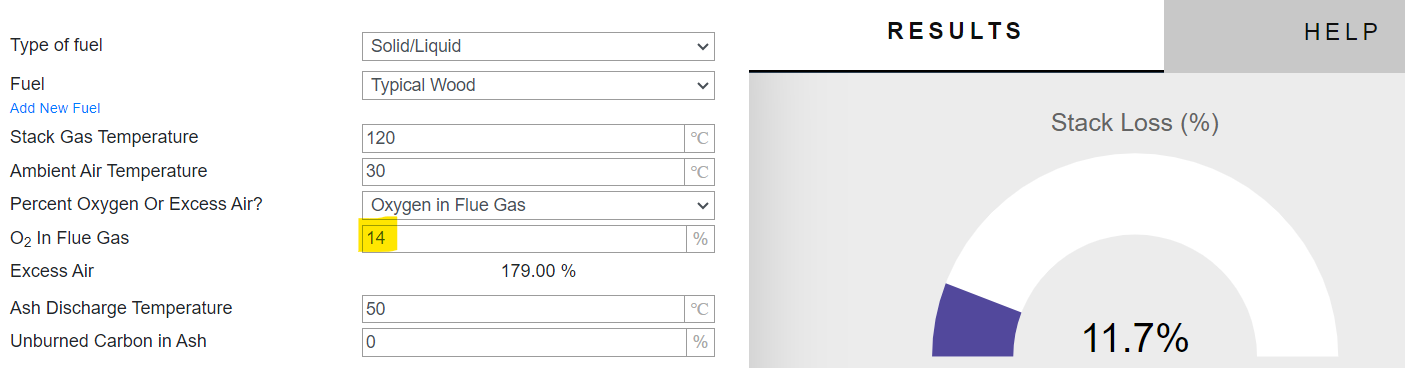
Figure 2: Comparison of heat loss through flue gas as excess oxygen increases at low load.
4. Efficiency loss due to internal scaling.
Poor quality of boiler water can lead to the formation of scale inside the tubes over time. The scale layer reduces the heat transfer capacity, resulting in a decrease in the thermal efficiency of the boiler. The main reasons for this include: poor water quality management, unsuitable water treatment equipment, and insufficiently trained water treatment personnel.
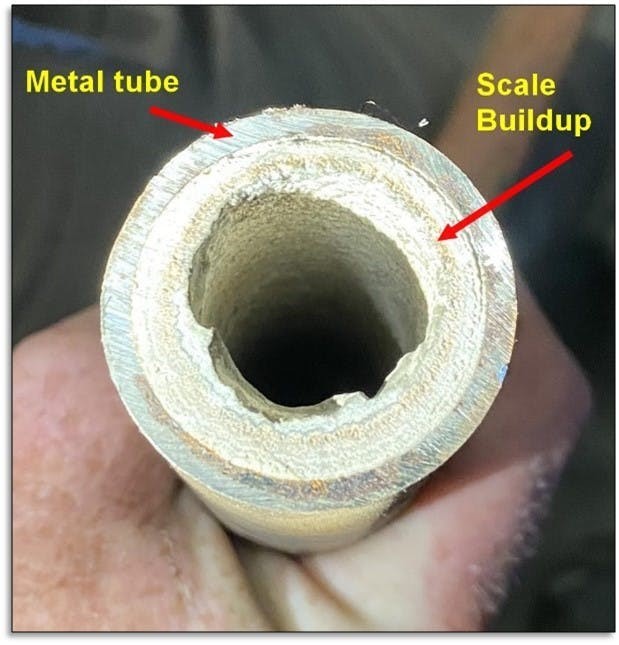
Figure 3: Scale formation inside the boiler heat exchange tubes.
5. Efficiency loss due to ash and slag buildup on the heat exchange surfaces.
During boiler operation, a certain amount of fly ash is carried along with the flue gas. As it passes through the heat exchange surfaces, the fly ash gradually accumulates on these surfaces, reducing their heat transfer capacity and lowering the efficiency of the equipment. More seriously, when the amount of fly ash along the flue gas path accumulates excessively, it can block the flue gas path, corrode the heat exchange surfaces, and disrupt the operation of the boiler.

Figure 4: Heat exchange tube surfaces of the boiler severely clogged with dust and ash.
6. Boiler efficiency loss due to the use of fuel not matching the boiler design.
Each type of boiler is designed with different characteristics to match the specific fuel type it is intended for. The basic properties of the fuel that affect the boiler efficiency when incompatible with the designated fuel type include:
- Fuel size.
- Fuel moisture content.
- Fuel residence time.
- Fuel calorific value.
Using fuel that matches the boiler type optimizes the combustion efficiency of the fuel.
7. Boiler efficiency is affected by operator adjustments.
Although boiler systems on the market are increasingly being automated to assist operators with convenience and ease, significantly reducing labor costs, the role of the operator remains extremely important. A stable and optimally efficient system still relies heavily on the operator's actions, which play a crucial role in the overall effectiveness of equipment operation.
The subjective and objective factors of the operator that affect boiler efficiency include the following:
- Improper preparation of input materials or failure to monitor the stability of the input materials.
- Neglecting or overlooking the control of the quality of input water and water inside the boiler.
- Adjusting or setting operational parameters for the boiler incorrectly.
- Failure to continuously monitor boiler operation to make optimal adjustments according to the operating conditions.
II. Measures
To address the issues that reduce equipment efficiency, it is necessary to analyze and evaluate based on the factors that have been identified in order to find the correct cause and implement the right solution.
In addition to the causes that have been analyzed, there are many other factors that affect boiler efficiency depending on the specific operating conditions. If the unit is unable to evaluate or improve the efficiency issues after inspection, it is advisable to invite an experienced specialist to support the evaluation and accurately identify the issues that need to be addressed.
The tools and measurement points to support the determination of efficiency need to be used and continuously recorded during operation to monitor performance, including:
- Measurement point for the combustion chamber temperature.
- Measurement point for combustion chamber vacuum.
- Measurement points for temperature at various stages along the flue gas path, before and after the heat exchangers.
- Measurement point for the flue gas temperature exiting the economizer.
- Continuous measurement point for excess oxygen in the flue gas.
- Measurement points for pressure and steam flow.
Note: Measurement points are electronic devices that may experience deviations over long-term use. It is recommended to install them in parallel and cross-check abnormal readings with mechanical gauges for calibration and accurate assessment of the condition.
1. Identify the flue gas leakage path between the chambers.
- Check the temperature at various points along the flue gas path, before and after the economizer. Compare the data under the same operating conditions at the starting point, the time when the efficiency stabilizes, and the current unstable state to identify and detect any discrepancies.
- When there is a bypass of the flue gas flow, the temperature after one or more points along the flue gas path will be abnormally high, while the temperature in the preceding areas remains unchanged. This phenomenon may also occur due to fouling and ash buildup along the flue gas path. It is important to identify other factors to rule out this possibility and accurately determine the root cause.
- Inspect the inside of the flue gas path for signs of damage or deformation on the partitions. Observe the color, surface wear, and ash buildup on the heat exchange surfaces to detect any issues.
When a flue gas leakage point is identified, contact the equipment supplier or a qualified service provider to repair and resolve the issue as soon as possible.
2. Boiler operating at low load for extended periods and energy loss through flue gas.
When the boiler operates at low load (< 30% of the design capacity) for an extended period, it is important to adjust the following parameters to help improve efficiency:
- Maintain the speed (or supply quantity) of the flue gas exhaust fan and primary air supply fan (Level 1 fan) at the minimum required level, while still ensuring that the combustion chamber vacuum is maintained and enough air is supplied for stable combustion. This will help reduce the flue gas flow and excess oxygen in the exhaust gas, thereby minimizing energy losses.
- The secondary air fan (Level 2 fan) should be reduced to the lowest possible level or even stopped to minimize the amount of excess oxygen supplied to the boiler, which causes heat loss.
- The auxiliary fans and other distribution fans (such as fuel dispersion fans, recirculation fans, etc.) should be reduced to appropriate levels to minimize the excess oxygen supplied into the combustion chamber.
- Reduce the excess oxygen level to a value close to the stable operating level of the boiler to minimize energy loss.
- Seal any leakage points that could allow fresh air to enter the boiler from the environment.
- Choose the correct boiler capacity to ensure that the equipment operates within the economic operating range (60% - 85% of the design capacity) to always optimize efficiency.
3. The boiler's tendency to accumulate scale.
To identify scale build-up, the following signs can be observed:
- Stop the furnace, check inside the balong and heat exchange pipes for the appearance of scale.
- Check the final smoke temperature from the economizer compared to normal operation under the same operating load and fuel used conditions to check for differences. When removing leaking smoke elements and fly ash on the smoke line, the most likely cause is scale buildup inside the heat exchange pipes, reducing the boiler's efficiency.
When determining that the boiler has serious deposits affecting the performance of the furnace, you should quickly:
- Check and quickly fix the boiler feed water treatment system to ensure feed water parameters throughout the boiler's operation.
- Issue regulations on input water quality management, water quality testing regime in the furnace and furnace blowdown regime suitable for operating staff and supervise the implementation process to ensure parameters are within the threshold. allow.
- Contact a unit specializing in scale cleaning to evaluate and schedule a cleaning and descaling schedule for the boiler.
4. Performance problems due to ash flying in the smoke path.
Modern boilers today are equipped with periodic automatic dust blowers, however at some points inside the boiler heat exchanger tubes the dust blower may be inaccessible or cannot be completely removed or removed. Do not install automatic dust blowing equipment (depending on capacity, investment, suitability of the equipment for equipment capacity, etc.).
Periodically check ash adhesion on the smoke path, clean ash and dust on the heat exchanger tube surfaces on the smoke path. Check the effectiveness of the ash discharge devices to eliminate ash blockage inside the smoke line due to ineffective ash discharge devices.
After cleaning the inside of the boiler and putting the furnace back into operation, record the smoke temperature parameters of the zones and the final smoke exit along with the heat exchangers and economizers. When the temperature of the furnace smoke after exiting the economizers gradually increases after a period of operation, it is necessary to promptly organize periodic general cleaning inside the boiler to remove fly ash to ensure continuous operating performance. custom.
5. Use fuel that matches the combustion chamber design.
- Fuel has been chopped, uniform size: Suitable for fluidized bed boilers.
- Large raw fuel size: Suitable for static grate, chain grate, step grate boilers, etc.
Please use fuel as recommended by the equipment supplier.
6. Guaranteed performance from the boiler operator.
- Management: The equipment manager should periodically check the operating parameters from the operating log, monitor the completeness of recording the operating log, and supervise the operator performing periodic tasks for with boiler to ensure performance.
- Enhancement: Periodically organize training sessions to improve operator capacity, encourage and emulate energy-saving operating staff.
- Communication: In a company or an organization, personnel may fluctuate over time, please communicate and provide in-depth guidance to new employees taking over operations, especially the factors and handling processes. Safety management of boiler operation.
Related Articles


12 Oct, 2024
COMPARISON BETWEEN FLUIDIZED BED COMBUSTION BOILERS AND STEP GRATE BOILERS
28 Oct, 2024
BOILER EMISSION CONTROL

31 Oct, 2024
BI-DRUM BOILER VS SINGLE-DRUM BOILER

09 Nov, 2024
Calculator: Steam Pressure Loss through Piping

13 Nov, 2024

